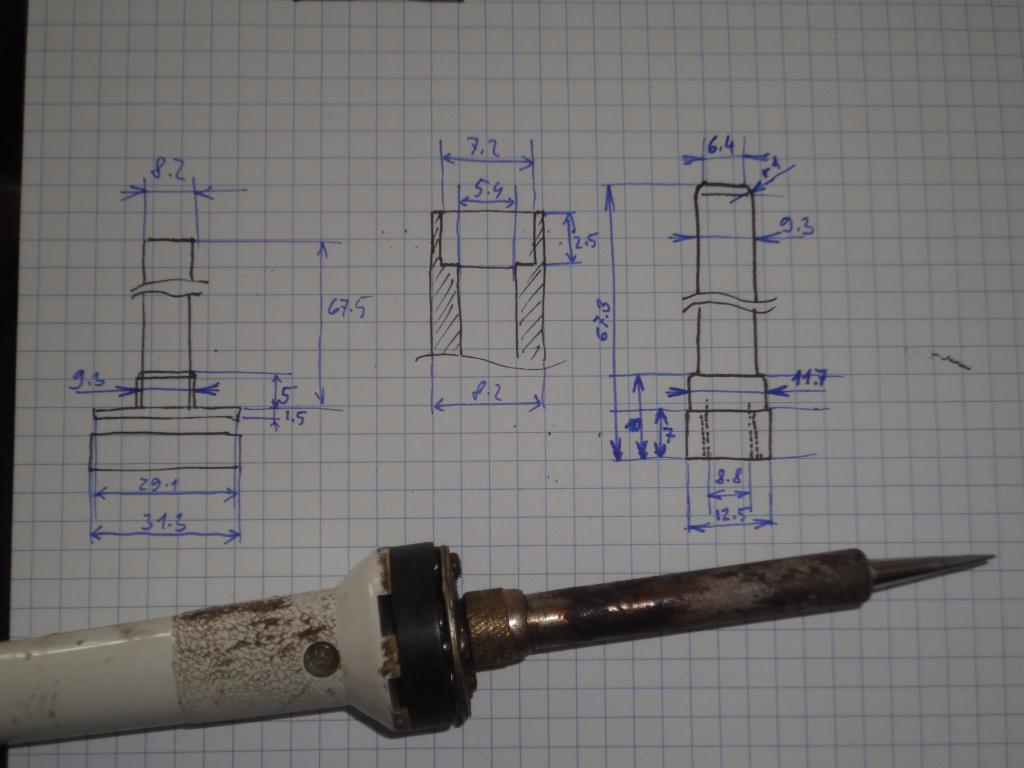
Soldering iron dimensions - base, top of tip holder, tip holder sleeve
Certain kinds of soldering irons hold their tips in place with a metal tube with constricted end and a sleeve nut on the other end. During use, the tube becomes unpleasantly hot down to the nut and requires use of a tool to hold it.
A modification to hold the nut in hand was desired, to make the tip exchanges easier.
Soldering iron dimensions - base, top of tip holder, tip holder sleeve |
Original idea was a 3d-printed external nut. However, there was no material on hand that would get even close to the desired target temperature. (Maybe polycarbonate?)
It was decided to cast the nut in-situ from an epoxy resin, filled with a thermal insulation material. Small silica gel beads, chromatography-grade, were chosen for the reason of availability. Epoxy was chosen as a highly crosslinked resin with decent elevated temperature performance.
A mold was 3d-printed from PLA. The holder sleeve nut was cleaned with acetone. The mold was lightly wetted with oil, and attached to the holder tube with a threaded rod.
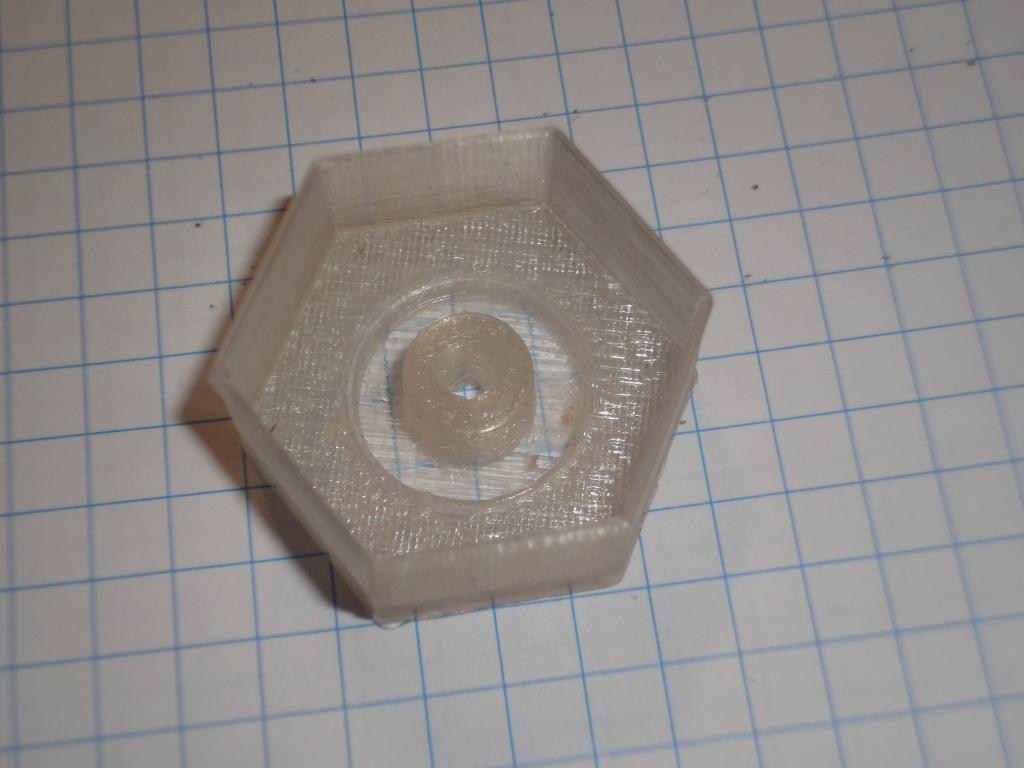 mold printout | 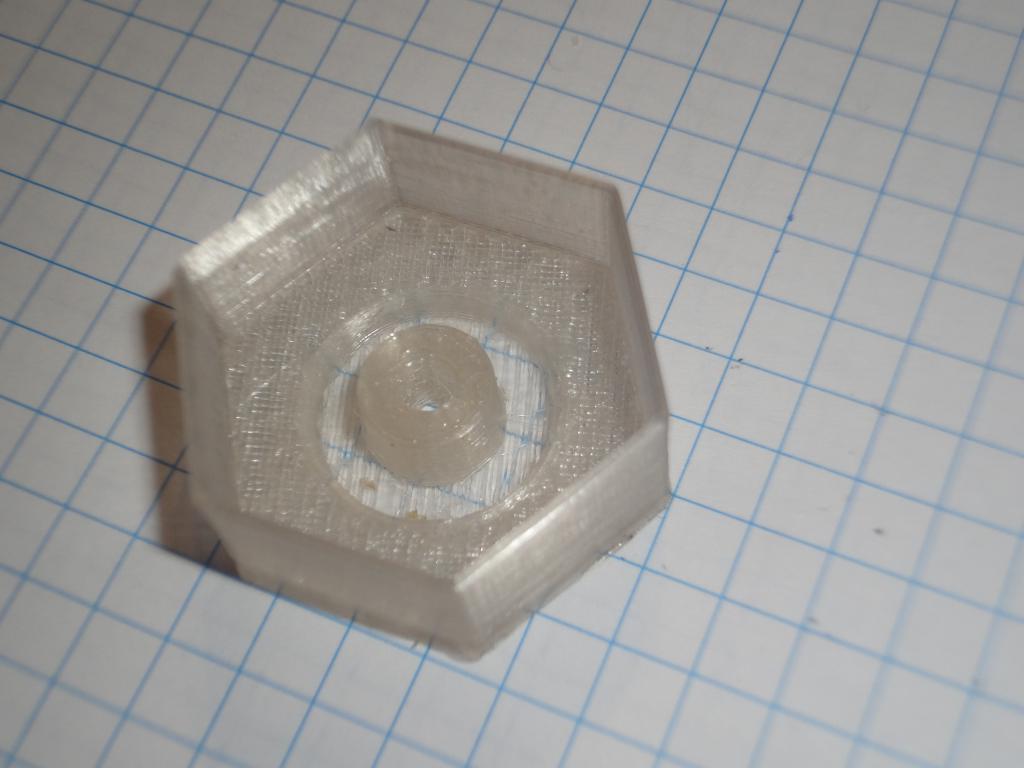 mold printout | 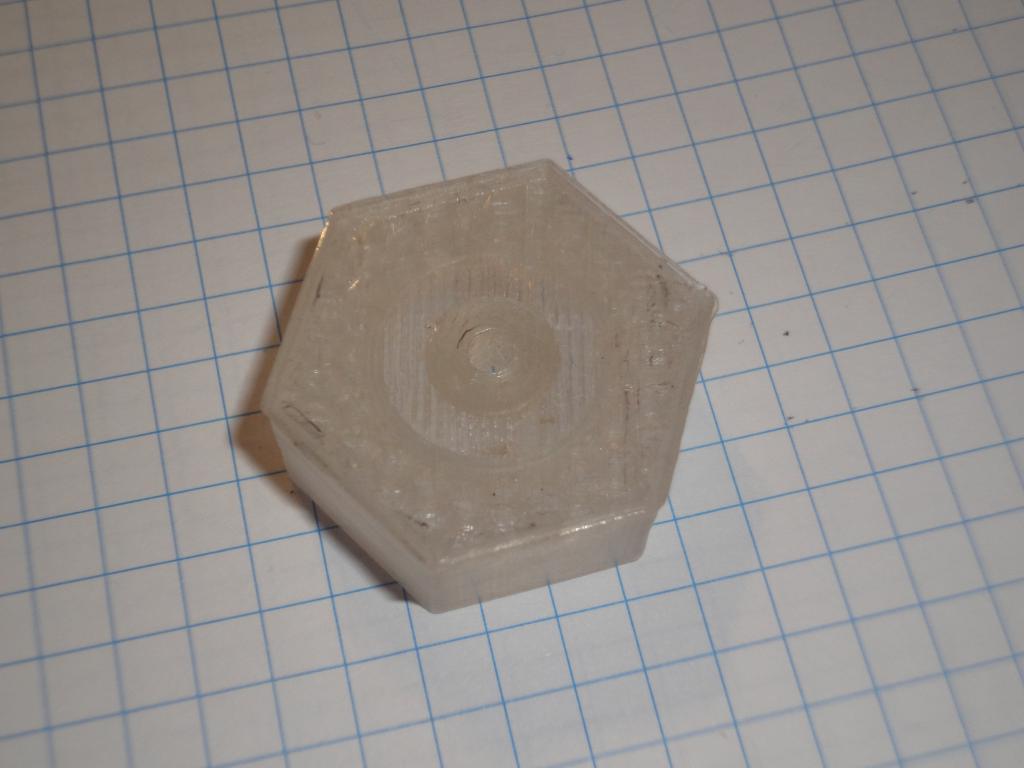 mold printout |  mold printout with holder sleeve |
 mold printout with holder sleeve |  assembly for casting | 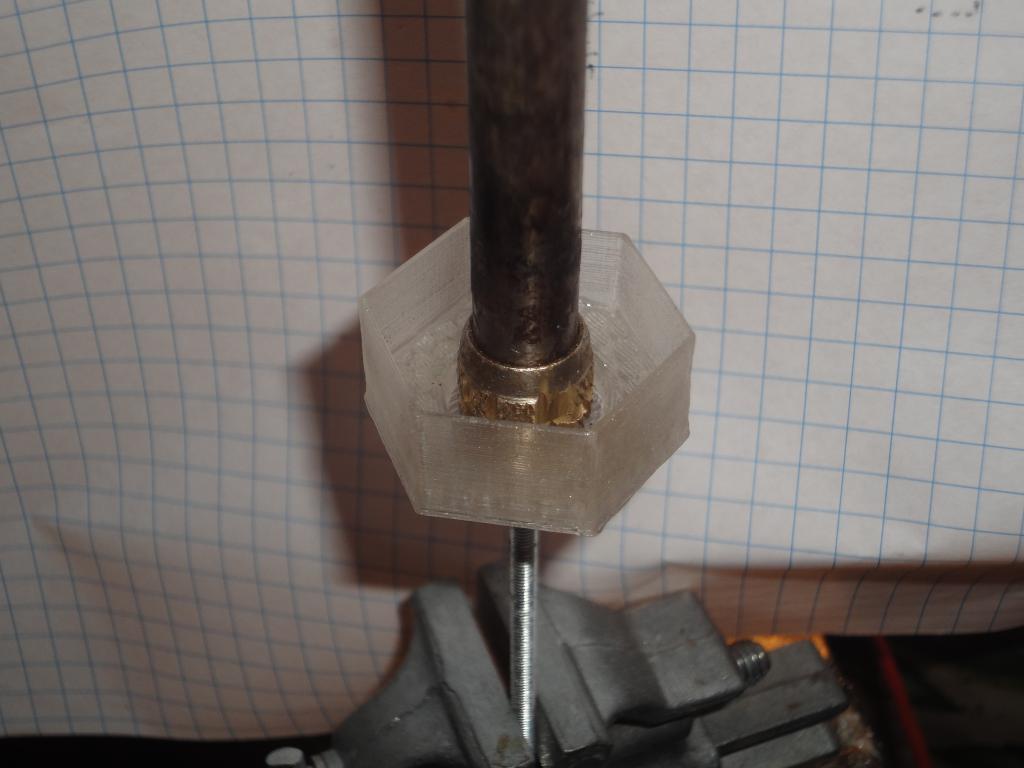 assembly for casting |  assembly for casting |
An epoxy resin was mixed with high proportion of silica gel (as much as the resin could wet). A small amount of epoxy thinner solvent was used to facilitate the mixing, and allowed to evaporate. The appropriate amount of polyamine hardener was then added. The resulting mix was transferred to the mould.
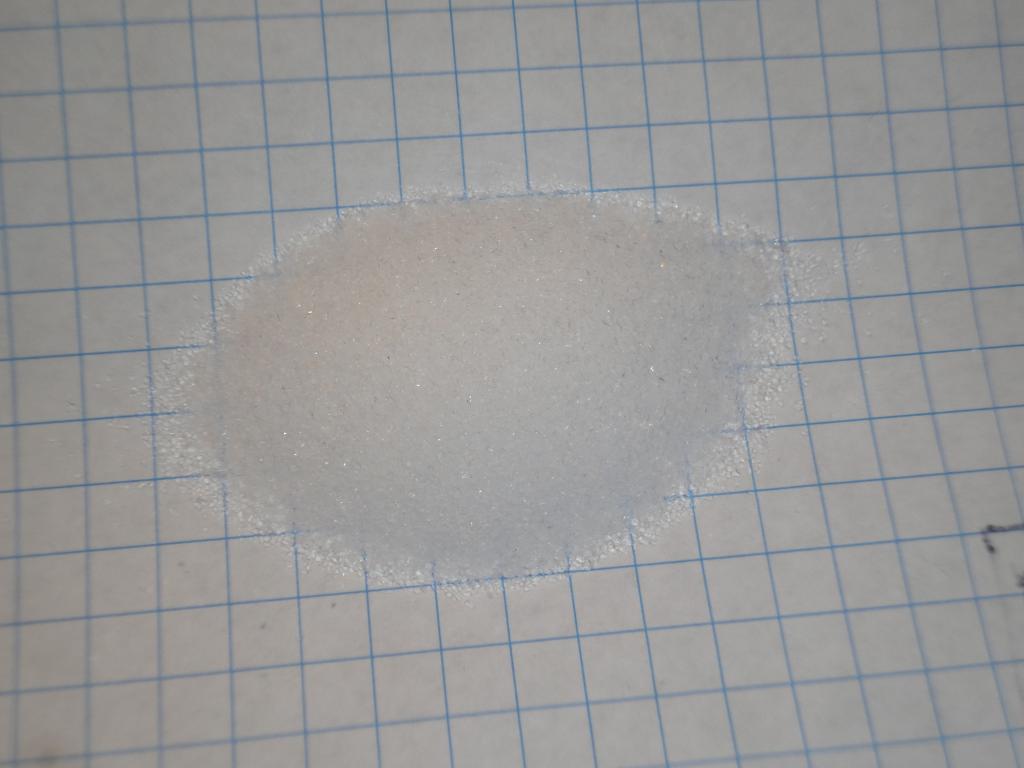 silica gel powder | 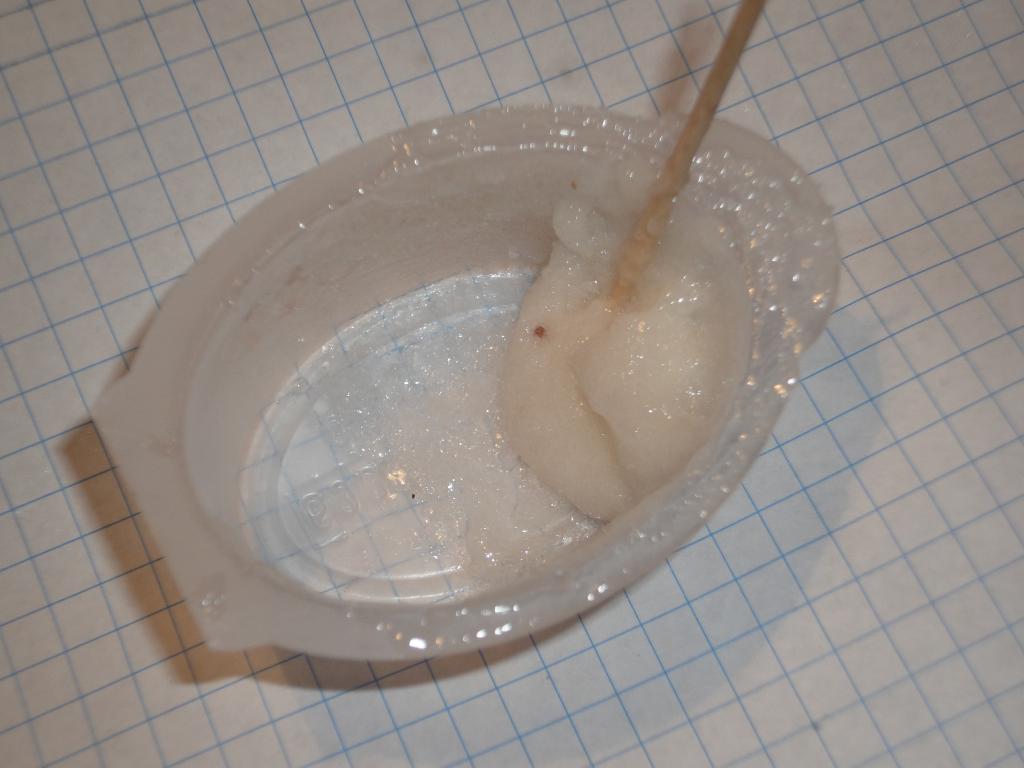 silica gel with epoxy |  resin in mould |  resin in mould |
 resin in mould | 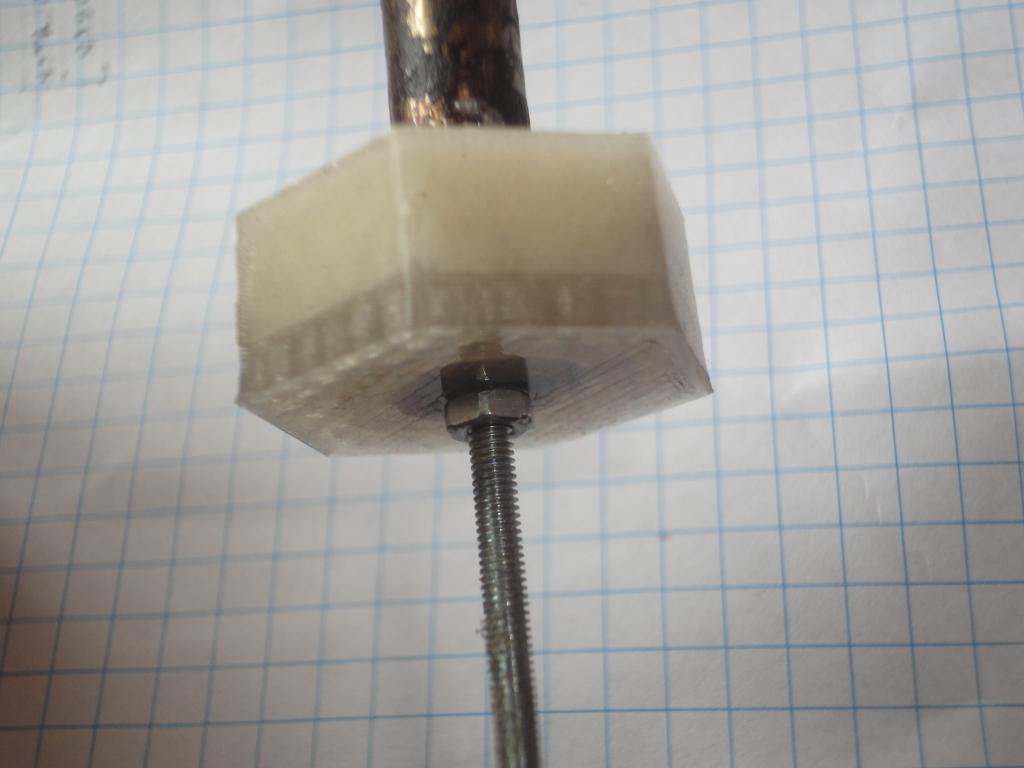 resin in mould |
The curing was done overnight.
 resin in mould, cured |  resin in mould, cured |  resin in mould, cured |  resin in mould, cured |
 resin in mould, cured |  resin in mould, cured |
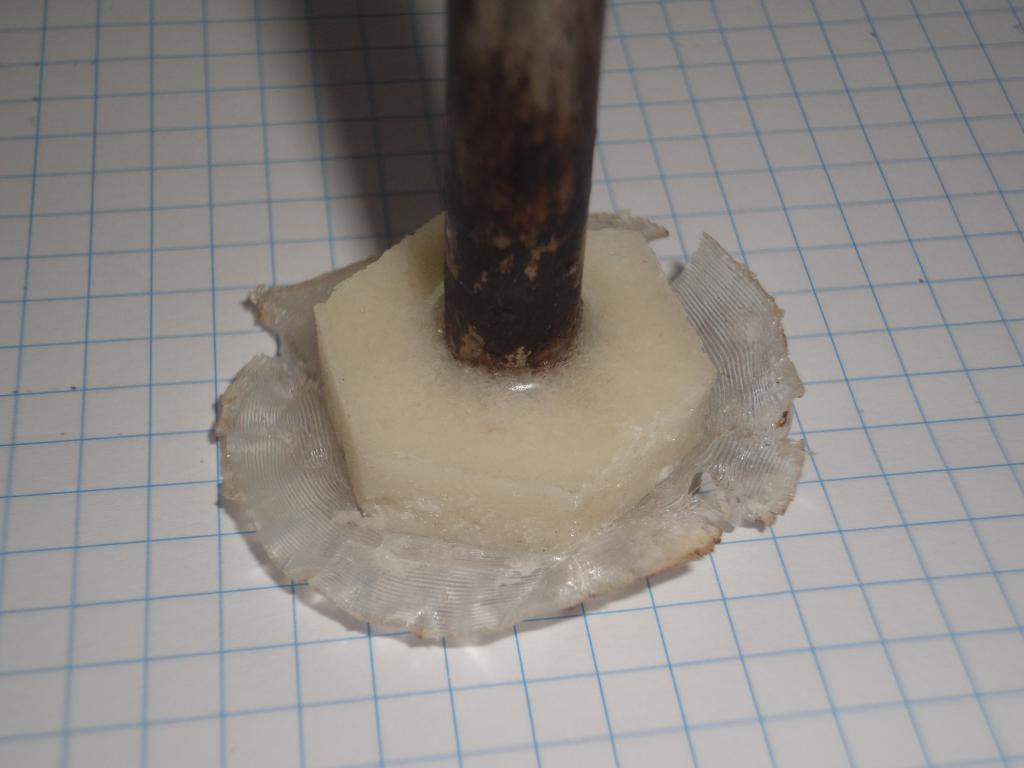
The mold was heated with a small torch and its sides were peeled from the casting. The bottom was released with some screwdriver blade leverage.
 mould being removed |  mould being removed |  mould being removed |  mould being removed |
 mould removed |  mould removed |  final piece, before milling |  final piece, before milling |
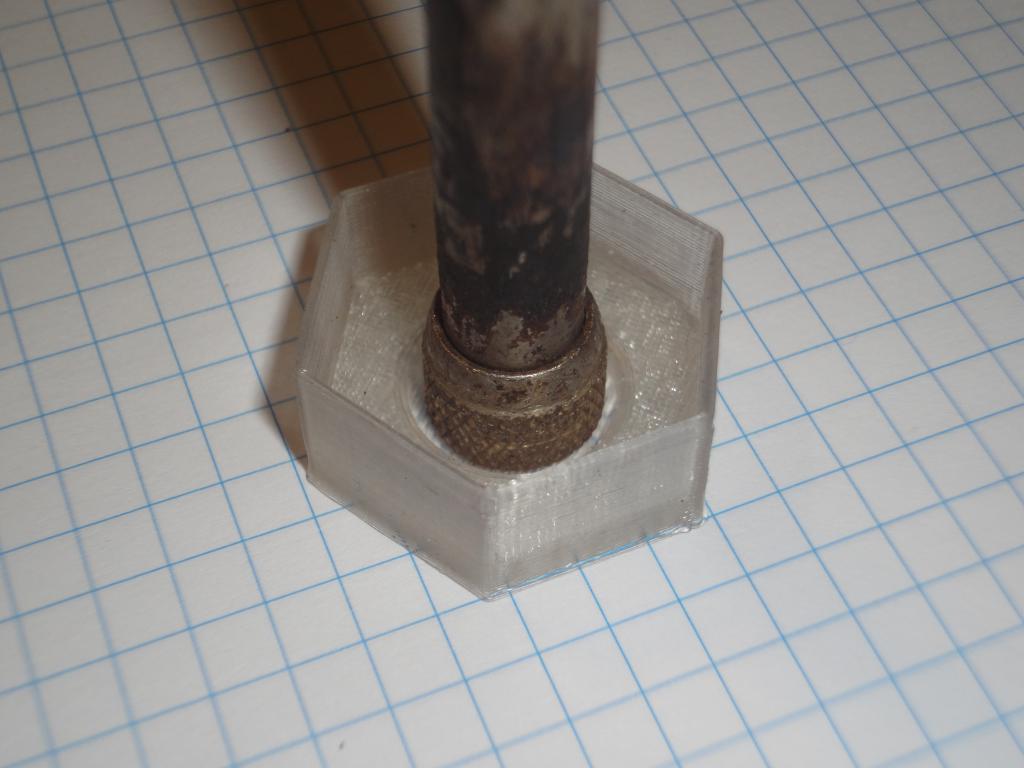
The workpiece was then milled with a handheld dremel tool, to get rid of the casting artefacts and to achieve the final shape.
 final result, after milling |  final result, after milling |  final result, after milling |  final result, after milling |
The milled nut was coated with thin layer of epoxy, to seal the porous filler exposed to surface and hinder the dirt-attraction tendency of the material. (not shown)
Now the tip exchange is easier. Manually unscrew the holder sleeve, pull it off, lay it down to something that won't melt from its hot end, replace tips, put it back. Avoid holding it by the metal.